9月16日 熱源蒸気のみの連続コンベア式乾燥機(5)スチールベルトエンドレス作業の様子。。。
弊社乾燥機で使用しているコンベアベルトはスチールベルトだ。
材質はステンレスだがコンベアベルト用に作られており特殊な材質だ。
一般にスチールベルトは特殊な悪い環境で使用される場合が多い。
特徴としては
1)SUS304と同等の耐食性がある。
2)約300℃まで強度低下がない。
3)熱伝導率が高い。
4)エンドレス溶接部の硬さ変化が少ない。
コンベアベルトで最も不安が残る点はエンドレス部、接合部の強度だ。
今スチールベルトはエンドレスは溶接接合だが強度、硬さ全く問題がない。

先日遠方での出張工事の際スチールベルトの取替も行った。
スチールベルトのエンドレス作業を目の当たりにすることは他のゴム、樹脂ベルト等と
比較すると少ない。
そのエンドレス方法も他のコンベアベルトとは全く異なる。
今回の工事の際スチールベルトのエンドレス作業を事細かにカメラに収めた。
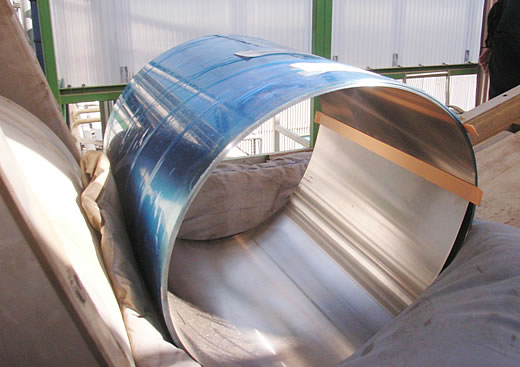
真新しい今だ青いカバーを被っているスチールベルト。
先ずはベルトを挟む器具を設置。

手際よくベルトは器具にて両側固定されている。
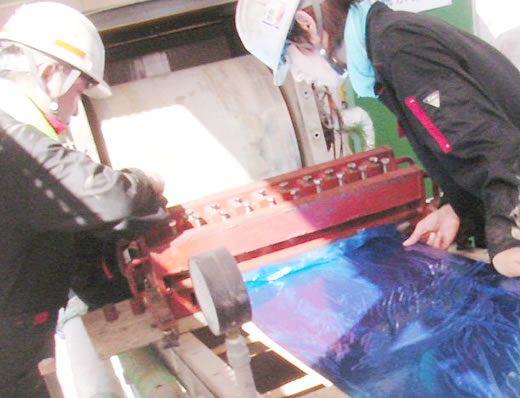
器具により固定されたスチールベルトエンドレス部。


スチールベルトエンドレス接合に使用するアルゴンガスとTIG溶接機。
溶接機は空冷式。

ベルトに取付けられた器具に溶接装置を取り付ける。

エンドレス接合のため取り付けられた溶接装置。

エンドレス溶接作業は何と自動。現場でも人手によるエンドレス溶接接合は一切行われない。
溶接部溶け込み温度、時間計算尽くされた上での最も適した速度で溶接装置は走る。

いとも簡単に溶接接合は終了し後は人手によるグラインダーバフによる仕上げ作業。


現地エンドレス作業。寸分の狂いもなく正確そして緻密に終了。
最後にエンドレス接合部の写真を掲載。


ご関心があればどうぞお気軽にご相談下さい。
今回で連続式ベルトコンベア式乾燥機の内容説明は一旦終了です。
次回よりの今ブログエントリー内容はもしかしてあの話の続きかも知れません。
それでは又です。
---------------------------
読破中。
「笑わない数学者」森博嗣著。
旧ブログ「もう悩みません。コンベア・産業機械」
ホームページ「研森.COM」
ベルトコンベア式汚泥乾燥機
コンベア、産業機械機器について詳しく書いている
メルマガ「もう悩みません。コンベア・産業機械」発行しています。
ご興味のある方はご登録の上ご覧下さい。
メルマガ「もう悩みません。コンベア・産業機械」
本日の現場工事は無事終了ブログあるはず。
人気blogランキング
2007.9.16by 博多の森と山ちゃん
